はんだ付の良否
良いはんだ付とは
- はんだがよく流れ、長くすそをひいている
・富士山の裾野のような形状
- 光沢があって、表面がなめらか
・高温・長時間のはんだ付⇒酸化・拡散大
・一般に、非共晶合金は光沢がない - はんだの肉厚が薄く、線筋が想像できる
・一般に、はんだ量が多いと強度は高いが、充分にぬれているか不明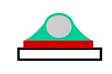
- 形状異常がない
・割れ、ピンホール、つらら等がない
はんだ付不良と対策 1
- ブリッジ
隣接するランドにはんだがまたがっている状態
※ ランド:はんだ付するための金属領域(パッド)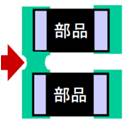
<対策例>
・はんだ槽の温度調整
・フラックス固形分含有量(比重)の調整
・はんだ中の不純物分析⇒はんだ交換
・フラックスの交換(発泡塗布時の劣化)
・ソルダペースト印刷量の低減
・だれの少ないソルダペーストを選定
はんだ付不良と対策 2
- つらら
はんだ付された形状がつららのように先端部が突起している(フロー、こて付で発生)<対策例>
・はんだ槽の温度調整
・フラックス固形分含有量(比重)の調整
・はんだ中の不純物分析⇒はんだ交換
・フラックスの交換(発泡塗布時の劣化)
・はんだこてでの加熱不足又はしすぎ
※ 発泡塗布時の劣化:酸化、水分混入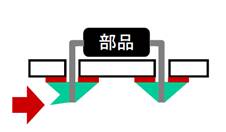
はんだ付不良と対策 3
- フローアップ不足
スルーホールめっき基板において、はんだが充分にぬれ上がっていない(フローで発生)
<対策例>
・はんだ槽の温度調整(熱量不足)
・ 噴流高さ、圧力の調節
・スルーホール径の調整(=リード径+0.20~0.25mm)
はんだ付不良と対策 4
- 広がり不足
はんだがランド又はリードに充分広がらない
赤目ともいう部品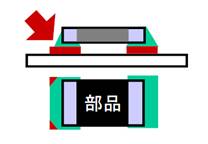
<対策例>
・フラックスの交換(発泡塗布時の吸湿)
・フロー時のはんだウェーブ形状を変更(影をなくす)
・ソルダペーストの交換(劣化=酸化、吸湿)
・ソルダペースト印刷量を増やす(印刷厚、開口率)
・予熱時間を短くする(予熱時のランドの酸化)
・ ぬれ性の良いソルダペーストを選定
はんだ付不良と対策 5
- ソルダボール
ランド又は部品周囲にソルダボール(ボールはんだ)が存在
(フロー、リフローで発生)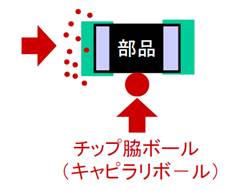
<対策例>
・フラックスの交換(発泡塗布時の吸湿)
・ソルダペーストの交換(劣化=酸化、吸湿)
・ソルダペースト印刷量の低減
・予熱速度を遅くする(ソルダペーストのだれ)
・だれの少ないソルダペーストを選定
はんだ付後に発生する問題
物理的
・割れ・破断(クリープ、熱応力、振動)
・カーケンダルボイド(拡散速度の差)
・ウィスカ(Sn、Cd、Znの単結晶成長⇒短絡)
化学的
・腐食(フラックス残さ、雰囲気)
・絶縁不良(フラックス残さ、吸湿、イオン化)
電気化学的
・ガルバニック腐食(異種金属接合、水分)
・イオンマイグレーション(金属の移行による短絡)
